Due to the complexity of CNC machining, the decision to engage in CNC machining (whether processing or programming) to a certain level, must be after a relatively long period of time, this dictionary is the engineer in the long-term actual production process summed up, about CNC machining process, process, the selection of common tool parameters, machining process monitoring and other aspects of some experience in general.
A. Q: How can the machining process be divided?
(1) The tool concentration division method is to divide the process according to the tool used, using the same tool to finish all the parts that can be completed on the part. The second and third tools are used to complete the other parts that they can complete. This reduces the number of tool changes and unnecessary positioning errors.
(2) To process parts in sequence method For processing a lot of parts, according to its structural characteristics will be processed part into several parts, such as internal shape, shape, surface or plane.
(3) to roughing, finishing sub-sequence method for easy processing deformation of the parts, due to roughing may occur after the deformation and the need for calibration, so generally speaking, where roughing, finishing are to be separated from the process.
Second, Q: what principles should be followed in the arrangement of the processing sequence?
(1) The processing of the previous process should not affect the positioning and clamping of the next process, interspersed with general machine tool processing processes should also be taken into account.
(2) The internal cavity should be processed first, followed by the external machining process.
(3) With the same positioning, clamping or the same knife processing processes are best connected to reduce the number of repeated positioning, the number of tool changes and the number of times to move the platen.
(4) When multiple processes are carried out in the same setup, the processes that cause less damage to the rigidity of the workpiece should be arranged first.
Q: What aspects should be noted in the determination of workpiece clamping methods?
(1) Strive to design, technology, and programming calculations of the benchmark unity.
(2) Minimise the number of clamping sessions, so that the entire surface to be machined can be machined after a single positioning.
(3) Avoid using manual adjustment solutions.
(4) The fixture should be open, its positioning, clamping mechanism can not affect the processing of the tool (such as the production of collision), when encountering such situations, can be used with a vise or add the base plate to draw the screw way to clamp.
Fourth, Q: how to determine the point of the tool is more reasonable? What is the relationship between the workpiece coordinate system and the programming coordinate system?
- The tooling point can be located on the machined part, but note that the tooling point must be the reference position or has been refined parts, sometimes in the first process after the tooling point is destroyed by processing, will lead to the second process and after the tooling point can not be found, so in the first process of tooling to pay attention to the positioning of the benchmark with a relatively fixed size relationship between the place to set up a relative tooling position, so that they can be based on the relative position between This allows the original tool setting point to be retrieved based on the relative position between them. This relative tool setting position is usually located on the machine table or fixture. The selection principles are as follows.
1) Easy to correct.
2) Easy to program.
3) Small error in tool setting.
4) Easy to check during machining. 2.
- The origin of the workpiece coordinate system is set by the operator himself, it is set after the workpiece is clamped, through the tooling to determine, it reflects the distance between the workpiece and the machine zero position relationship. Once the workpiece coordinate system is fixed, it is generally not changed. Workpiece coordinate system and programming coordinate system both must be unified, that is, in processing, the workpiece coordinate system and programming coordinate system is the same.
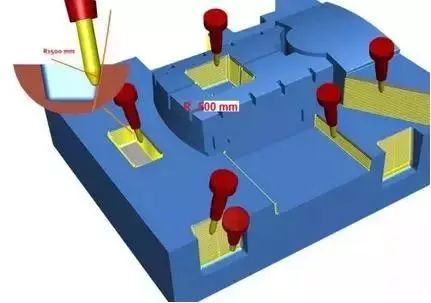
V. Q: How to choose the tool route?
In determining the tool route is the main consideration of the following points:
1) To ensure that the machining accuracy of the part is required.
2) To facilitate the numerical calculation, reduce the programming workload.
3) Seek the shortest machining route to reduce empty tool time to improve machining efficiency.
4) Minimise the number of program segments.
5) Ensure the roughness of the workpiece contour surface after machining, the final contour should be arranged to be machined continuously with the last tool.
6) The tool entry and exit (cut-in and cut-out) routes should also be carefully considered to minimise tool marks caused by stopping at the contour (sudden changes in cutting force causing elastic deformation) and to avoid cutting vertically on the contour surface and scratching the workpiece.

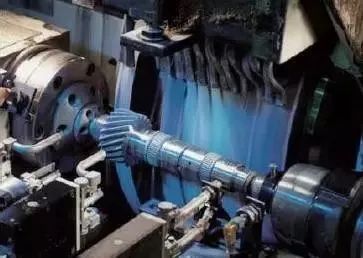
- Q: How to monitor and adjust during machining?
- Machining process monitoring Rough machining is mainly considered to be the rapid removal of excess residual on the surface of the workpiece. In the automatic machining process of the machine tool, according to the set cutting amount, the tool automatically cutting according to the predetermined cutting trajectory. At this point the operator should pay attention to the cutting load through the cutting load table to observe the cutting load changes in the automatic processing process, according to the tool bearing force conditions, adjust the cutting amount, to play the maximum efficiency of the machine tool.
2 cutting process cutting sound monitoring in the automatic cutting process, generally start cutting, the tool cutting workpiece sound is stable, continuous, light and fast, when the machine tool movement is smooth. With the cutting process, when the workpiece has a hard point or tool wear or tool feed clamping and other reasons, the cutting process appears unstable, then you should promptly adjust the cutting amount and cutting conditions, when the adjustment effect is not obvious, you should suspend the machine tool, check the tool and workpiece condition.
- Finishing process monitoring finishing, mainly to ensure that the workpiece processing size and processing surface quality, cutting speed is higher, the feed amount is larger. At this time should focus on the impact of chip tumor on the processing surface, for cavity processing, should also pay attention to the corner processing overcut and let the tool. For the solution of the above problem, one is to pay attention to adjust the spray position of the cutting fluid, so that the processing surface is always in the best] cooling conditions; secondly, we should pay attention to observe the quality of the machined surface of the workpiece, by adjusting the cutting amount, as far as possible to avoid changes in quality. If the adjustment is still no obvious effect, then the original program should be stopped to check whether the program is reasonable.
Seven, Q: how to reasonably choose the processing tool? Cutting amount has several elements? There are several materials of the tool? How to determine the speed of the tool, cutting speed, cutting width?
- When milling planes, you should use non-regrinding carbide end mills or end mills. When milling in general, try to use a second cutter to process, the first cutter should preferably be rough milled with an end mill, continuously along the surface of the workpiece. The width of each walk is recommended to be 60% - 75% of the tool diameter.
- End mills and end mills with carbide inserts are mainly used for machining tabs, recesses and box mouth surfaces.
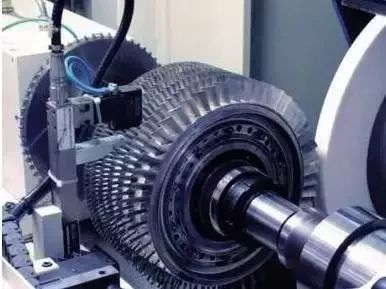
- Ball cutters and round cutters (also known as round nose cutters) are commonly used for processing curved surfaces and variable bevel profile shapes. The ball cutter is mostly used for semi-finishing and finishing. The round cutter with carbide tool is mostly used for opening roughness.
Eight, Q: What is the role of the machining program list? What should be included in the machining program list?
A: (a) machining program list is one of the contents of the CNC machining process design, but also the need for the operator to comply with, the implementation of the rules, is the specific description of the processing procedures, the purpose is to allow the operator to clarify the content of the program, clamping and positioning, each processing procedures selected by the tool both should pay attention to the problem.
(b) In the processing program list, should include: drawing and programming file name, workpiece name, clamping sketch, program name, each program used by the tool, the maximum depth of cut, the nature of processing (such as roughing or finishing), theoretical processing time, etc..

Nine, Q: CNC programming before what to do to prepare?
A: After determining the machining process, before programming to understand: 1, the workpiece clamping method; 2, the size of the workpiece blanks ---- in order to determine the scope of processing or whether multiple clamping is required; 3, the workpiece material ---- in order to choose what kind of tool used for processing; 4, what tools are in stock ---- to avoid the absence of this tool to modify the program during processing, if the tool must be used, it can be prepared in advance.
Q: What are the principles of setting the safety height in programming?
A: The principle of setting the safety height: generally higher than the highest surface of the island. Alternatively, the programming zero point can be set at the highest surface, which can also minimise the risk of collision with the tool.
Q11: After the tool path has been programmed, why is post-processing necessary?
A: Because different machine tools can recognize the address code and NC program format is different, so to choose the correct post-processing format for the machine tool used to ensure that the program can be run.
XII. Q: What is DNC communication?
A: Program delivery can be divided into CNC and DNC two, CNC refers to the program through the media media (such as floppy disks, tape readers, communication lines, etc.) to the machine memory storage, processing from the memory to call out the program for processing. As the capacity of the memory is limited by size, so when the program is large, the DNC method can be used for processing, due to DNC processing machine tools directly from the control computer to read the program (that is, while sending to do), so the capacity of the memory is not limited by size.











