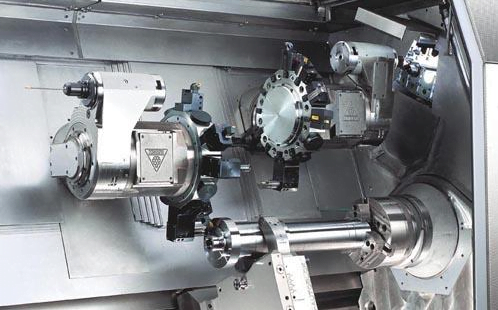
(A) How to choose a tool
When selecting the angle of the tool, it is necessary to consider the influence of a variety of factors, such as the workpiece material, tool material, processing nature (roughing and finishing), etc., and must be selected reasonably according to the specific circumstances. Usually speaking, the angle of the tool refers to the manufacturing and measurement of the marked angle in the actual work, due to the different installation position of the tool and the change in the direction of the cutting movement, the actual working angle and the marked angle is different, but usually very different from the school manufacturing tool material must have a very high temperature hardness and wear resistance, the necessary bending strength, animation and chemical inertia, good processability (cutting, forging and heat treatment, etc.) and be resistant to deformation.
Usually when the material is hard, the wear resistance is also high; when the flexural strength is high, the impact toughness is also high. However, the higher the hardness of the material, the lower the flexural strength and impact toughness. High-speed steel is still the most widely used tool material in modern times due to its high flexural strength and impact toughness, as well as its good machinability, followed by aluminium alloys.
Polycrystalline cubic boron nitride is suitable for cutting high hardness hardened steel and hard cast iron, etc.; polycrystalline diamond is suitable for cutting metals that do not contain iron, and alloys, plastics and glass steel, etc.; carbon tool steel and alloy tool steel is now only used as files, plate teeth and taps and other tools.

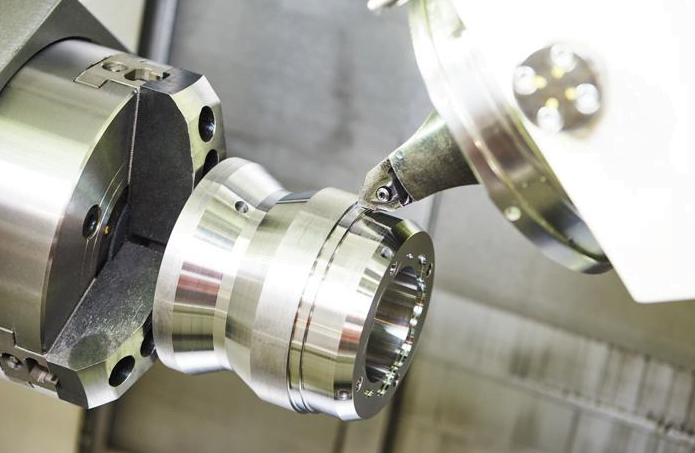
(B) Problems encountered when machining aluminium and solutions
Problems encountered when processing aluminium and the solution when processing pure aluminium, easy to stick knife analysis and solutions:
- aluminum material soft texture high temperature easy to stick to the knife.
- Aluminum is not resistant to high temperature, easy to open grain.
- and processing cutting fluid related: oil lubrication performance; water soluble cooling performance; dry cutting high cost.
- when processing pure aluminium, the end mill should be selected for aluminium processing: positive front angle, sharp edge, large chip groove, 45 degrees or 55 degrees of helix angle.
- The machined part and the material of the CNC tool have a greater affinity.
6.Rough front face for soft materials.
Suggestions: Poor to good machine conditions, low to high requirements, please use HSS, coated polished carbide, PCD polycrystalline diamond and single crystal diamond respectively.
- Low speed can be avoided with cutting fluid, high speed with oil mist lubrication, the effect can be improved, aluminium alloy is suitable
(C) the future direction of tool development
Due to the high temperature, high pressure, high speed, and in the corrosive fluid medium work parts, the application of difficult to machine materials more and more, the level of automation of cutting and machining accuracy requirements are increasingly high. In order to adapt to this situation, the development direction of the tool will be the development and application of new tool materials; further development of the tool vapor deposition coating technology, in the high toughness and high strength of the substrate deposited on the higher hardness of the coating, a better solution to the contradiction between the hardness and strength of the tool material; further development of the structure of indexable tools; improve the manufacturing accuracy of the tool, reduce the difference in product quality, and make the use of the tool to achieve Optimisation.