
The most effective machining surface of a vertical machining center (3-axis) is only the top surface of the workpiece.
Horizontal machining center with the help of rotary table, but also can only complete the workpiece of the four sides of the processing.
At present, the high-grade machining center is moving towards the direction of five-axis control, the workpiece can be completed once the clamping of five-sided processing. Such as the configuration on the five-axis linkage of high-grade CNC system, but also on the complex space surface for high-precision processing.
Horizontal five-axis machining center
This kind of machining center also has two ways of rotary axis, one is the horizontal spindle swing as a rotary axis, plus a rotary axis of the table, to achieve five-axis linkage machining. This is a simple and flexible way to set up a 3-axis machining center, which can be simply configured as a 3-axis machining center with vertical and horizontal conversion of spindle and table by simply indexing and positioning.
The spindle vertical and horizontal conversion with table indexing can realize five-axis machining of the workpiece, which is very practical and reduces the manufacturing cost. It is also possible to set CNC axes on the table with a minimum indexing value of 0.001 degree, but without linkage, to become a four-axis machining center with vertical and horizontal conversion, which can adapt to different machining requirements at a very competitive price.

The other is the traditional table rotary axis, set on the bed of the table A-axis general working range +20 degrees to -100 degrees. The table also has a rotary table B-axis in the middle of the table, and the B-axis can rotate 360 degrees in both directions.
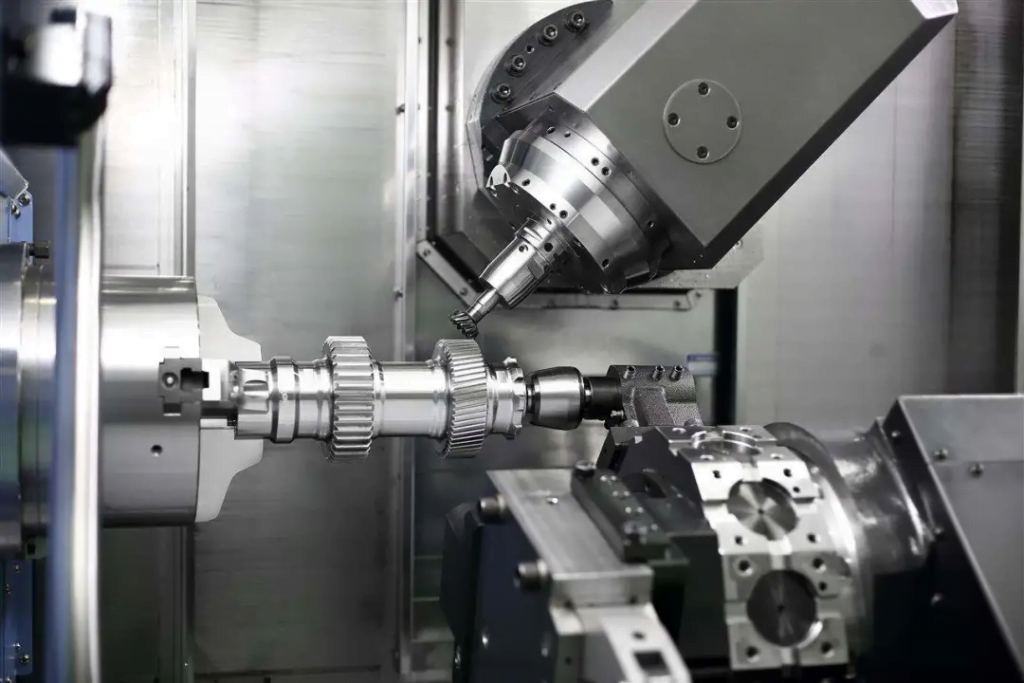
This horizontal 5-axis machining center has better linkage characteristics than the first method and is often used for machining complex surfaces of large impellers. The rotary axis can also be equipped with circular scale feedback, indexing accuracy of a few seconds, but of course, this rotary axis structure is more complex and expensive.
At present, the horizontal machining center table can be larger than 1.25m2, which has no effect on the first five-axis setup. But the second five-axis setup is more difficult, because the 1.25m2 table to do the A-axis rotation, but also with the table in the middle of the B-axis rotary table linkage is really difficult. The spindle speed of horizontal machining center is generally above 10,000rpm, due to the self-gravity of the spindle in the radial direction of the horizontal setup, the radial force is not equal when the bearing is in high speed airlift, and the larger BT50 toolholder is also used, generally up to 20,000rpm.
Horizontal machining center rapid feed to 30 ~ 60m/min or more, spindle motor power 22-40KW or more, tool magazine capacity can be increased from 40 to 160 as needed, processing capacity far more than the general vertical machining center, is the first choice for heavy machinery processing.

Most of the machining centers can be designed as double table exchange, when one table is running in the machining area, the other table is changing the workpiece outside the machining area to prepare for the next workpiece machining, the table exchange time depends on the size of the table, from a few seconds to tens of seconds to complete.











