
Three Axis CNC Machining
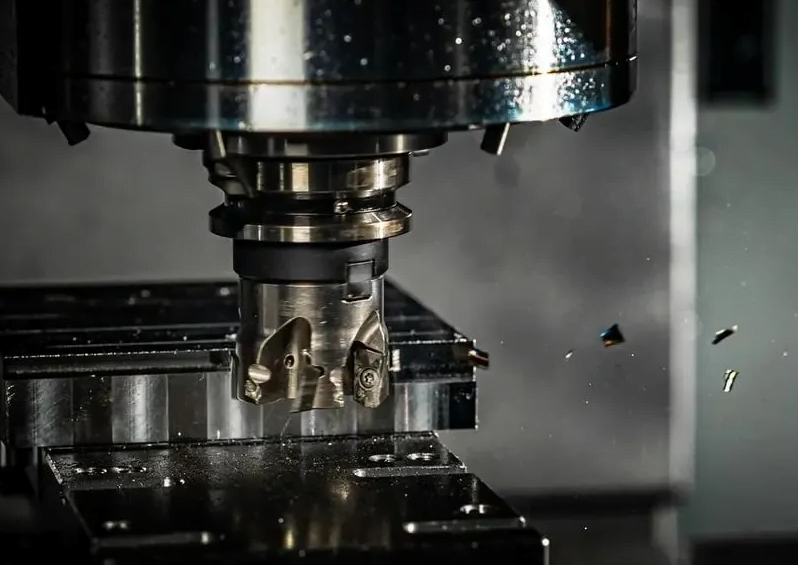
Three-axis CNC milling remains one of the most popular and widely used machining processes. In 3-axis machining, the workpiece remains stationary and the rotating tool cuts along the x, y and z axes.
This is a relatively simple form of CNC machining that allows the manufacture of products with simple structures. It is not suitable for machining products with complex geometries or parts. Because cutting can only be done in 3 axes, machining speeds may also be slower than in 4 or 4-axis machining, where the workpiece may need to be manually repositioned to obtain the desired shape.
5-axis CNC machining
5-axis machining is when machining parts with complex geometries where the machine needs to be able to position and join in five degrees of freedom. Compared to four-axis CNC milling, five-axis CNC milling has an additional axis of rotation. The fifth axis rotates around the Y-axis, also known as the b-axis.
The workpiece can also be rotated on certain machines, sometimes referred to as the b-axis or c-axis. Five-axis machines can machine different sides of a workpiece without changing the position of the workpiece on the machine, which can greatly improve the efficiency of machining prismatic parts.
Due to the high versatility of 5-axis CNC machining, it is used to manufacture complex precision parts. For example, medical parts, aerospace parts, titanium parts, oil and gas machinery parts?

So what is the difference between 3-axis and 5-axis CNC machining?
3 axis has XYZ axis, 5 axis has x, y, Z, W, B or x, y, Z, a, B axis.

Machining characteristics
For 3-axis machining, the tool direction remains constant throughout the cutting path. The tool tip's cutting state cannot be perfect in real time.
For five-axis machining, the tool direction can be optimized while moving along the entire path, while the tool moves along a straight line. In this way, the optimal cutting state can be maintained throughout the path.












